













Uncategorized @vi
Máy nghiền kim loại so với máy ép khối kim loại: Bạn cần loại thiết bị nào?
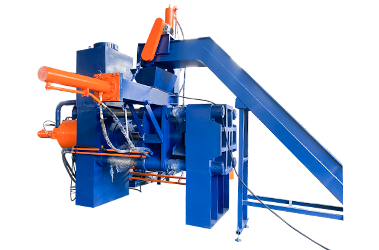
Máy nghiền kim loại và máy đóng kiện kim loại đều đóng vai trò quan trọng trong quá trình tái chế phế liệu, nhưng chúng phục vụ các mục đích khác nhau. Máy nghiền giúp giảm kích thước kim loại để thuận tiện cho việc phân loại và xử lý,

Uncategorized @vi
Máy nghiền kim loại tự động: Tính năng, ưu điểm và ứng dụng
Việc tái chế kim loại ngày càng trở nên quan trọng khi các quy định, chi phí nguyên liệu thô và nhu cầu về kim loại tái chế ngày càng gia tăng. Máy nghiền kim loại tự động giúp biến phế liệu cồng kềnh thành các vật liệu nhỏ hơn,

Uncategorized @vi
Máy nghiền kim loại cỡ nhỏ so với máy nghiền kim loại công suất lớn: Bạn nên chọn loại nào?
Máy nghiền kim loại giúp nâng cao hiệu quả tái chế bằng cách giảm khối lượng phế liệu và chuẩn bị nguyên liệu cho các công đoạn tái sử dụng tiếp theo. Tuy nhiên, việc lựa chọn giữa máy nghiền kim loại cỡ nhỏ và mẫu máy công suất lớn